Raw materials
I buy in the raw material in bar form for the piston rings; this is the part I make.
I buy in screws with thread lock pre-applied. I buy the rubber o-rings and cable ties and produce the printed installation guide.
OK so I only manufacture the piston ring, but that's the critical part of the kit, in't it? :-)
The other parts of course are helpful in the rebuild.

Turning
The PTFE bar goes into my Colchester lathe and is bored, turned then parted into lengths.
A 4-jaw chuck is fitted on and a mandrel so I can finish the outside face to thickness and chamfer the inside edges.
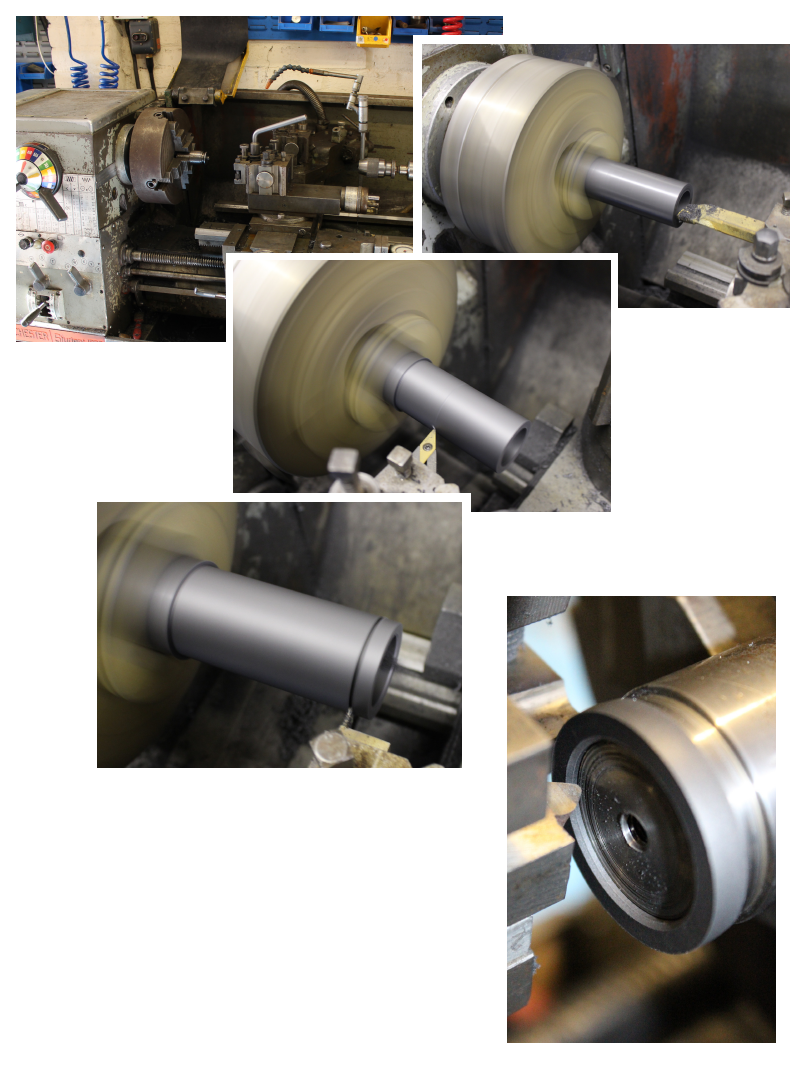
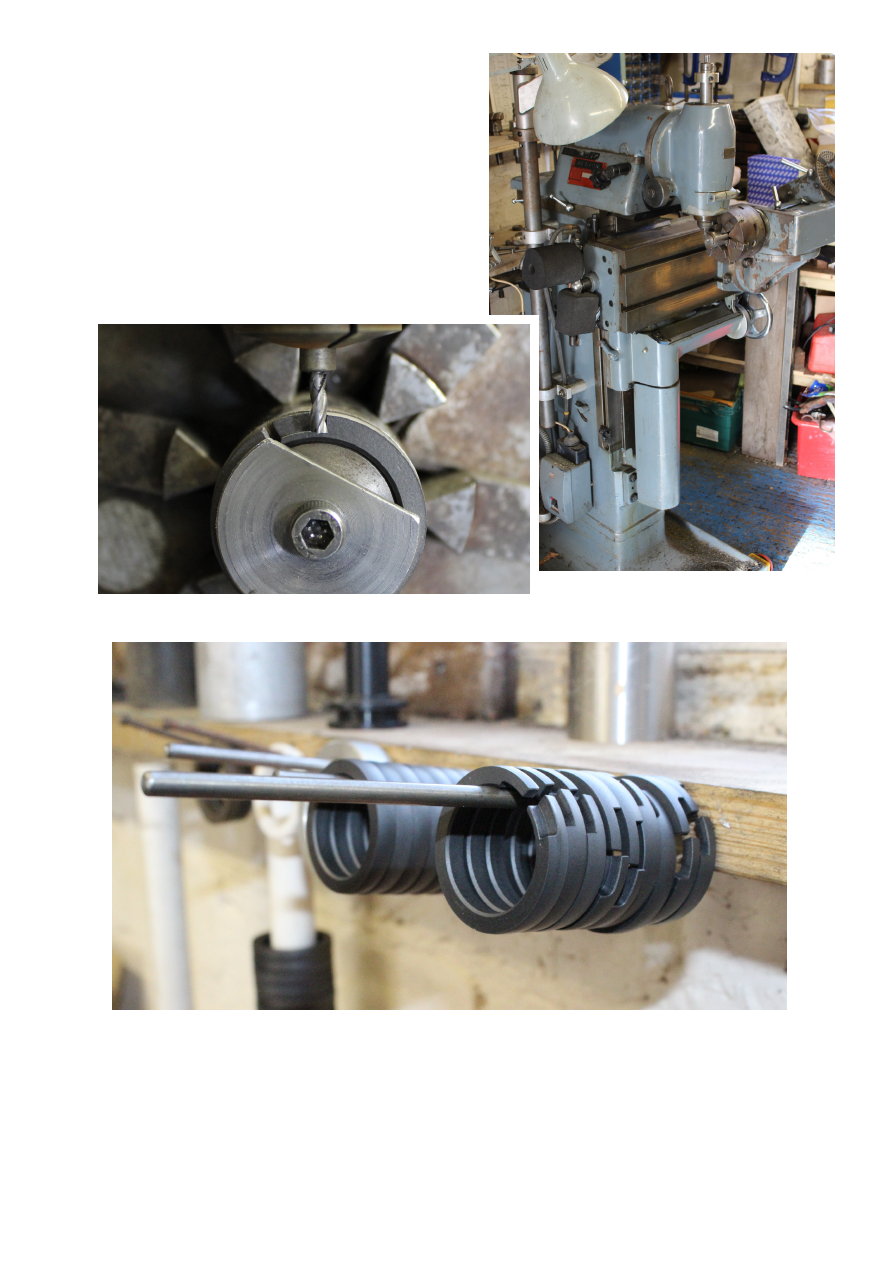
Milling
An Alexander universal milling machine is used to precision mill the rings. This machine is key to making the piston ring's overlap joint airtight.
The middle image below shows the gas tight overlap joint completed with the ring still on the mill.
Test rig
Once turned and milled the piston rings are ready for testing.
Testing the new rings involves a test-rig comprising an old Audi Allroad compressor, a pressure guage and a battery charger to power it, all fixed on chipboard base - works a treat!
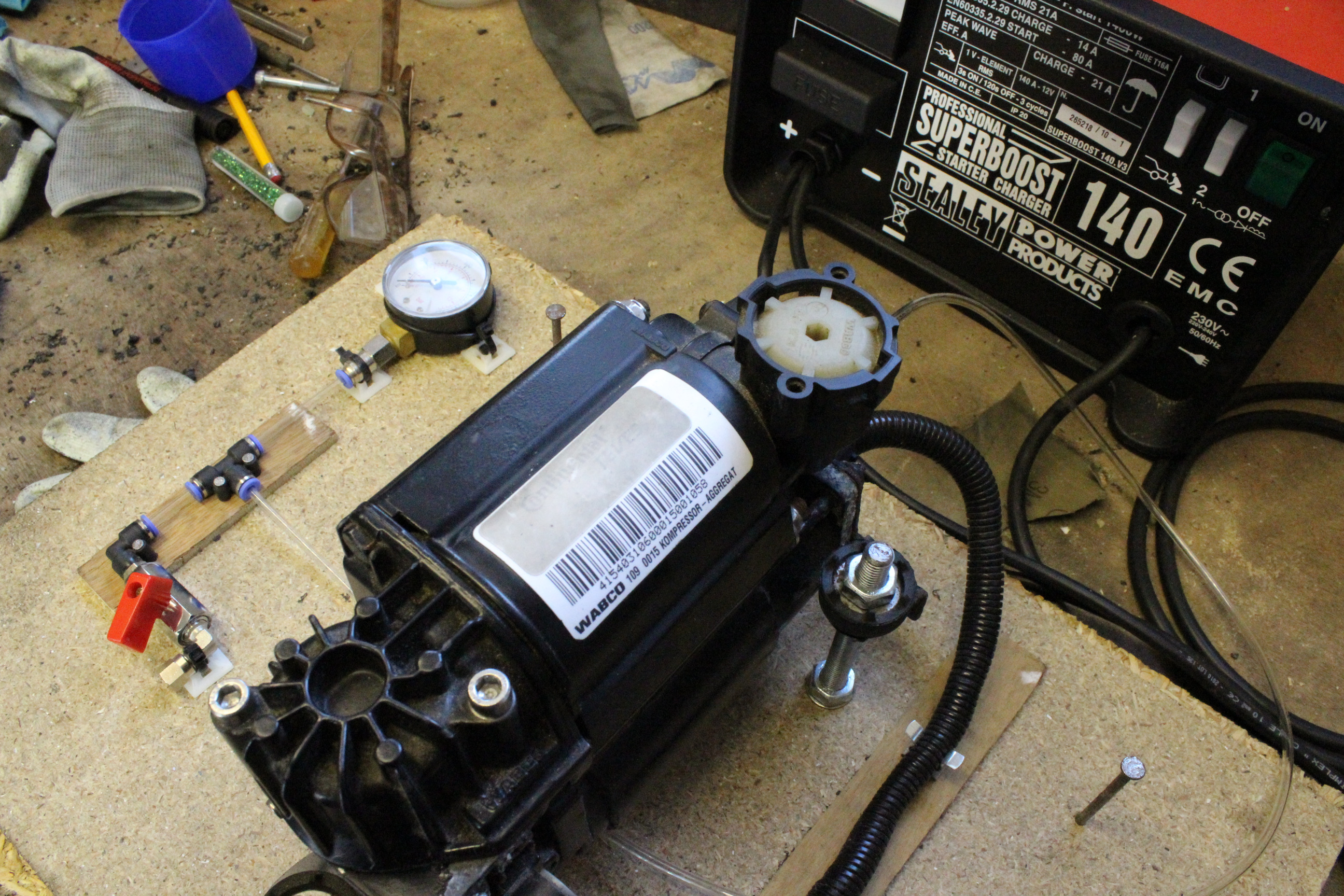
Pressure testing
Every piston ring is tested to ensure they produce the maximum 16-bar (220 PSI) pressure on the Audi Allroad test compressor.
Other car manufacturers specify a lower output of 12-14Bar on the same compressor. The pressure output is adjusted by locating the release valve to a different position. (I.e., the spring is lengthened so the release valve is opened sooner).
The image below shows the relief valve that can be turned and set in two positions, one for 16 bar max output and one for 14 bar max output.
